

Nykypäivän PDC-poranterien matriisisuunnittelu muistuttaa tuskin edes muutaman vuoden takaista. Vetolujuudet ja iskunkestävyys ovat parantuneet vähintään 33 %, ja jyrsinjuotosten lujuus on kasvanut noin 80 %. Samaan aikaan geometriat ja tukirakenteiden teknologia ovat parantuneet, mikä on johtanut kestäviin ja tuottaviin matriisituotteisiin.
Leikkurien materiaali
PDC-leikkurit on valmistettu kovametallisubstraatista ja timanttirakeista. Noin 2800 asteen korkea lämpötila ja noin 1 000 000 psi:n korkea paine muodostavat kompaktin. Kobolttiseos toimii myös katalyyttinä sintrausprosessissa. Koboltti auttaa sitomaan karbidia ja timanttia.
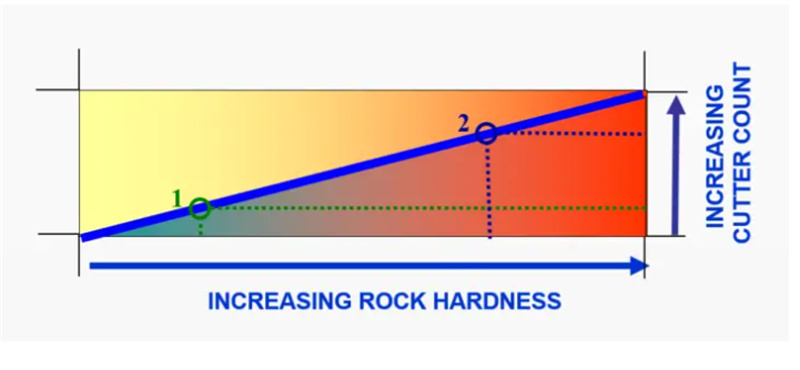
Leikkureiden lukumäärä
Pehmeissä PDC-terissä käytämme yleensä vähemmän jyrsimiä, koska jokainen jyrsin poistaa suuremman lastuamissyvyyden. Kovempien muotojen kohdalla on tärkeää käyttää useampia jyrsimiä pienemmän lastuamissyvyyden kompensoimiseksi.
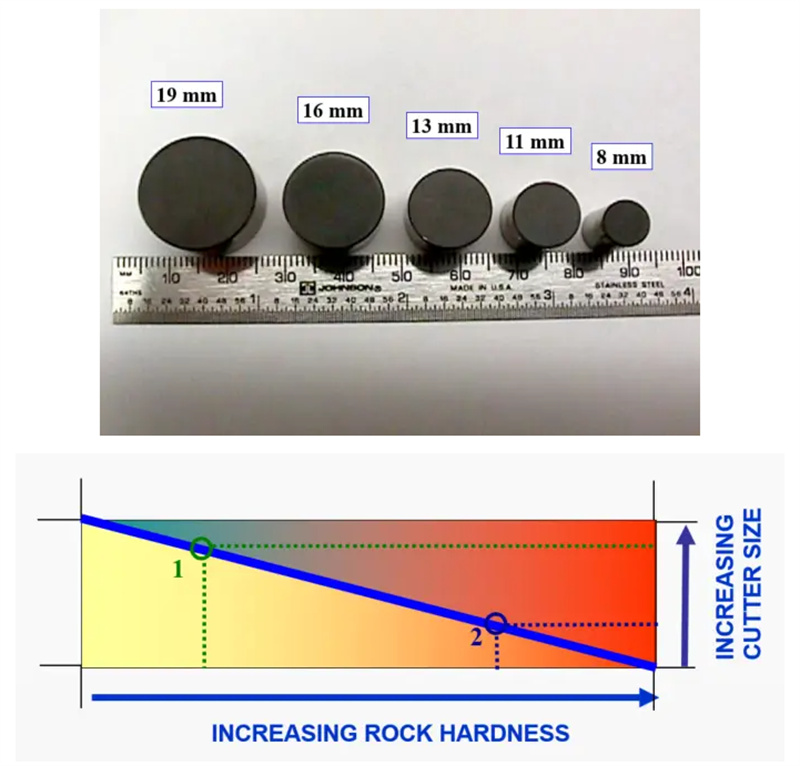
PDC-poranterät – leikkureiden koko
Pehmeämpiin muodostelmiin valitsemme tyypillisesti suurempia jyrsimiä kuin kovempiin muodostelmiin. Yleensä vakiokokojen vaihteluväli on 8 mm - 19 mm millä tahansa terällä.
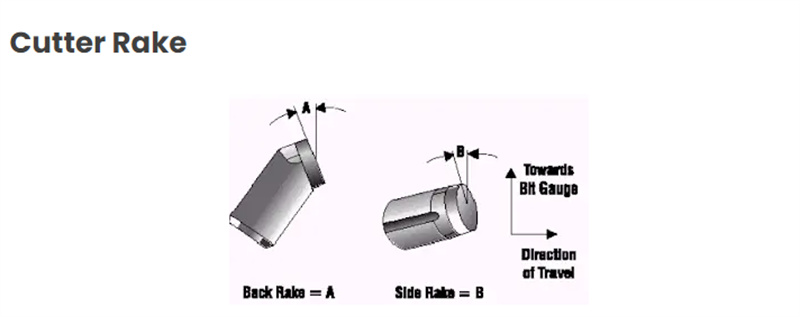
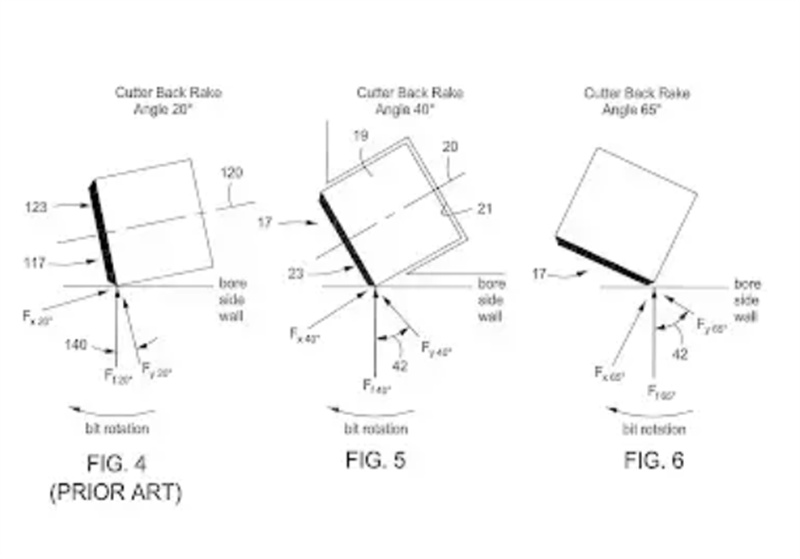
Yleensä kuvailemme leikkurin telineen suunnittelun suuntaa takahara- ja sivuharakulmilla.
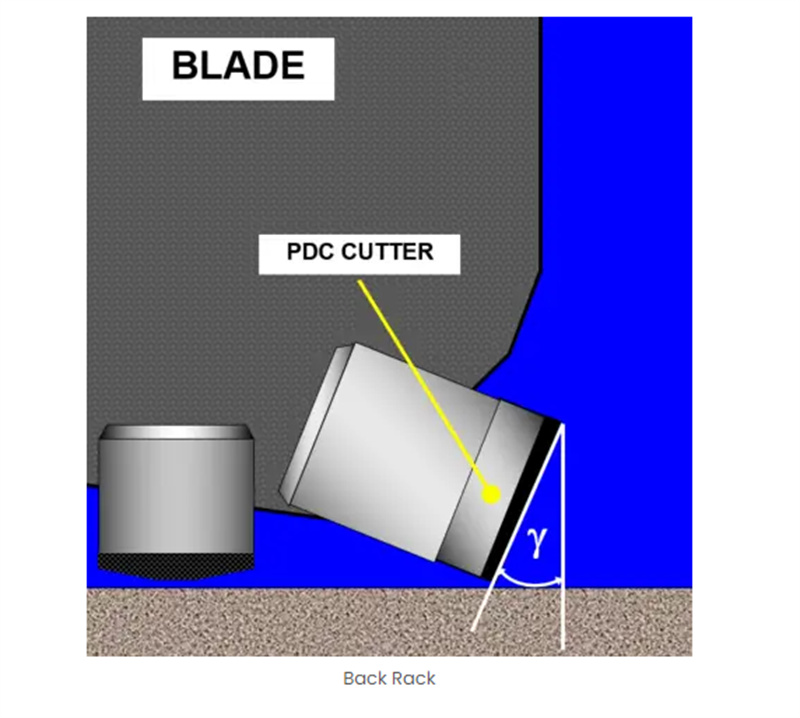
●Jyrsimen takakaltevuus on jyrsimen pinnan ja muodostuman välinen kulma, joka mitataan pystysuorasta. Takakaltevuuskulmat vaihtelevat tyypillisesti 15° - 45° välillä. Ne eivät ole vakioita terän poikki eivätkä terän ja terän välillä. PDC-poranterien terän etukulman suuruus vaikuttaa tunkeutumisnopeuteen (ROP) ja terän kulumiskestävyyteen. Kun etukulma kasvaa, ROP pienenee, mutta kulumiskestävyys kasvaa, koska kohdistettu kuormitus jakautuu nyt paljon laajemmalle alueelle. Pienellä takakaltevuudella varustetut PDC-jyrsimet leikkaavat suuria syvyyksiä ja ovat siksi aggressiivisempia, tuottavat suurta vääntömomenttia ja ovat alttiita nopeutuneelle kulumiselle ja suuremmalle iskuvaurioiden riskille.
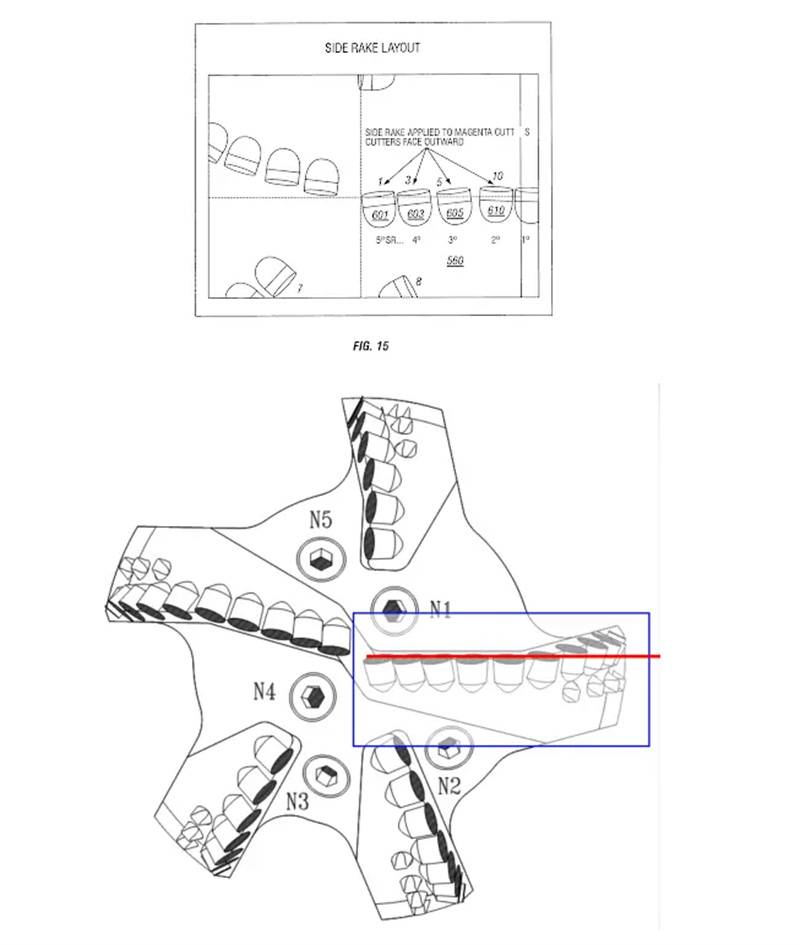
● Leikkurin sivukaltevuus mittaa leikkurin suuntaa vasemmalta oikealle. Sivukaltevuuskulmat ovat yleensä pieniä. Sivukaltevuuskulma auttaa reiän puhdistamisessa ohjaamalla leikkuujätteen mekaanisesti kohti rengasmaista pintaa.


Julkaisun aika: 10. elokuuta 2023